總 部:029-88325700
地(dì) 址:西安(ān)市高新區高新路80號望(wàng)庭國際一單元901室
工 廠:029-86085235
網址:www.conhwa.net
地(dì) 址:西安涇河工業園北區(qū)西金路195號
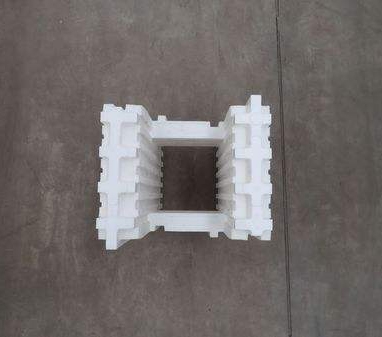
中壓(反壓)結構發泡注射成型。中壓(反壓(yā))結構發泡注射成型的工藝過程為(wéi):epp保溫箱模腔中先(xiān)充滿氮氣,使注人模腔(qiāng)的塑料熔體在不活潑氣體的壓力作用下不能發泡,然後通過排氣、排料或脹模減壓使其發泡,表層(céng)因與冷模壁(bì)接觸而溫度低不能發泡,隻有芯部熔體發泡,由此(cǐ)得到表層光(guāng)滑的(de)結構發泡(pào)製(zhì)品(pǐn)。
中壓(反壓)結構發泡注射成(chéng)型的優點是可以控製發泡製品的密(mì)度分布,且可顯著改善發泡製品的表麵質量,缺點是成(chéng)型設(shè)備較複雜,對模具氣(qì)密性要求較高,還需一套輸氣和控製係統。

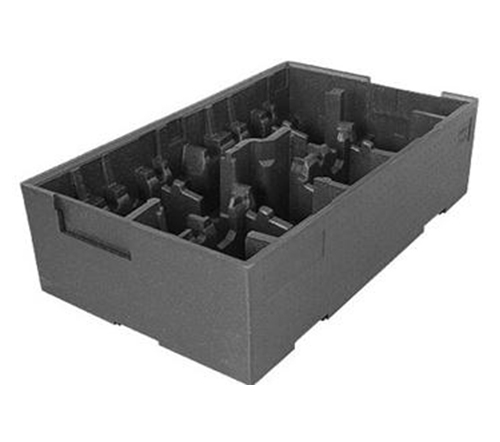
高壓結構發泡注射成型。高壓結構發泡注射成型的工藝過程為:含(hán)發泡劑的塑料(liào)熔體(tǐ)在高壓(yā)下注滿型腔,待固化表層形成後,通過動模後移(yí)增大型(xíng)腔容積或抽出部分熔體,使模內壓力下降,芯部熔體發泡膨脹(zhàng)得到結構發泡製品。
高壓結構發泡注射成型的優點為製品表麵平整清晰、表麵質量好、能體現出模(mó)腔(qiāng)內的(de)細小形狀。epp保溫箱缺點是由(yóu)於二次移動模具(jù),容易給製品留下擦痕,因此對模具精度要求較高。