總 部:029-88325700
地 址:西安市高(gāo)新(xīn)區高新路80號望庭國際一單元(yuán)901室
工 廠:029-86085235
網址:www.conhwa.net
地 址:西安涇(jīng)河工業園北區西金路195號
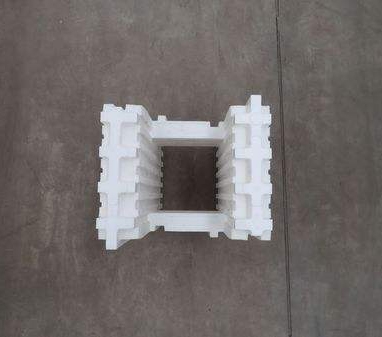
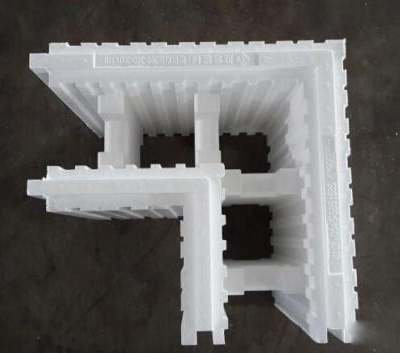
微孔泡沫塑料的(de)成型過(guò)程和一般泡沫塑料一樣也要經過三個階段:氣(qì)泡核的形(xíng)成、氣泡核的膨脹和泡體的固化定(dìng)型。epp產品氣泡核的形成階段直接決定泡孔的數量和分布(bù),對微孔泡沫塑料的成型(xíng)起著關鍵的作用。
微孔泡沫塑料成型要求膨脹階段時(shí)間極短,成(chéng)核和膨脹緊密相連是技術難度的集中點,既(jì)要成(chéng)型(xíng)大量的氣(qì)泡核(hé),又不能使氣泡超過極限(xiàn)尺寸,要(yào)克服這一矛盾,控製難度(dù)極大。下麵對幾(jǐ)種常用(yòng)的epp產品氣泡成(chéng)核機理進行闡述。

1)利用高聚物分子中的自由空間為成核點。高聚物由許多大分子鏈(liàn)堆砌而成,其中存在著“自由體積”(或稱自由空間)。由於高聚物分子中存在的這種自由空間,物理發泡劑(氣態或(huò)液態)在(zài)一(yī)定(dìng)的工藝條件下(xià)能(néng)滲入(rù)這些自由空間,進而膨脹成氣(qì)泡核(hé)。分子架(jià)成核理論即出於(yú)此機理。
2)利用塑(sù)料熔體中(zhōng)的低勢能點(diǎn)為發(fā)泡成核點。熱點成核理論指出,當epp產品塑料熔體中同時出(chū)現大量過飽和氣體和大量熱點時就能形成大量氣泡核,二者缺一不可。過飽和度達不到足夠高度或熱點達不到要求(qiú)的溫度也同(tóng)樣不能形成大量氣泡核。
熱點處(chù)之所以能成為成核點,epp產品是由於熱點處溫度高,熔體粘度和表麵張力下降所致(zhì)。從微觀上(shàng)分析,溫度升高使高聚物分子的動能增加、勢能下降、形成低勢能點,使不穩定的(de)過飽(bǎo)和氣體容易(yì)由此析出(chū)。